服务热线:
15553637769
刘经理:15553637769
电话:0536-8122877
传真:0536-8122876
邮箱:likun@wfkailong.com
网址:www.wfkailong.cn
地址:山东省潍坊市坊子经济发展区坊子十一马路西段北侧
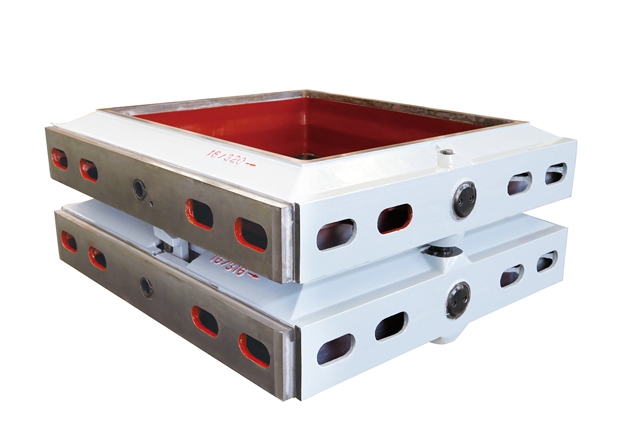
造型线的砂芯太硬,并且熔融金属通常难以平静地流到硬砂芯的侧面,在那里熔融金属将被搅动,这将导致过早冷凝。
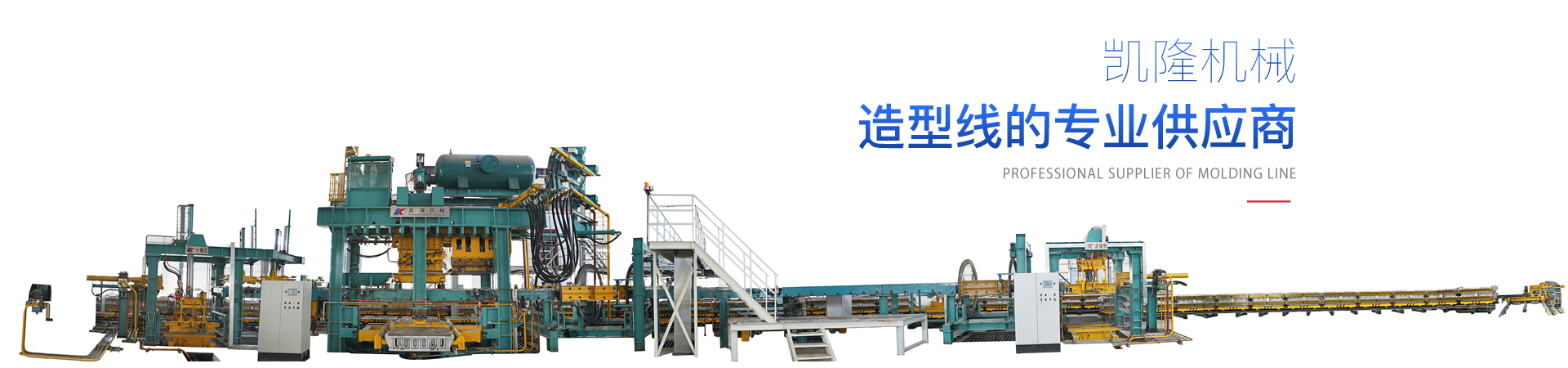
自动一键操作,不需要专业人员来完成每个建模只需要按开始按钮(核心)的工作条件下,如需要工件的核心,课程的选择后,自动停止,核心,完成后按下按钮死去,程序自动完成
粘结剂的热塑性引起的砂芯变形是铸件变形的原因之一。变形引起的翘曲,就像偏心芯一样,会使铸件截面变薄。
造型线设备偏芯造成影响铸件进行截面过薄,这是漂芯或砂芯下沉的另一种方式表现不同形式。

由于建模机是机械制造,他的振动、压实而不是手工操作,降低工人的劳动强度也可以节省大量人力,节省人力的工厂一天可以节省大量资金。
芯骨太靠近砂芯表面,这样布置的芯骨起到冷却金属的作用,从而延迟金属液体的正常流动,降低金属液体的流动性。
如果芯尺寸不正确或放置不当,芯移位会使铸件截面变薄。如果金属液的流动能力不够高,就会产生浇注不足或冷隔离。
造型线设备采用调配表面砂造型,可使不合格产品减少80% 。必须使用混砂机,混砂机不能超负荷使用。加入干砂和粘土后,搅拌机会正常运转,但一旦加水,搅拌机就会立即过载。通过观察电动机的电流表就可以知道。如果你忽略电流过载,继续工作,很快混频器将被损坏。
型芯材料具有导热性过高,其后果和造型设计材料导热性过高也是一样。
浮芯或砂芯下沉,其后果与下拱和上拱沉降完全相同,会使铸造的横截面太薄。
不充分的排气和任何封闭气体将导致铸件中的气隙。 这个问题对于在金属流动中产生任何程度中断的浇注系统来说甚至更加严重。