

服务热线:
15553637769
刘经理:15553637769
电话:0536-8122877
传真:0536-8122876
邮箱:likun@wfkailong.com
网址:www.wfkailong.cn
地址:山东省潍坊市坊子经济发展区坊子十一马路西段北侧
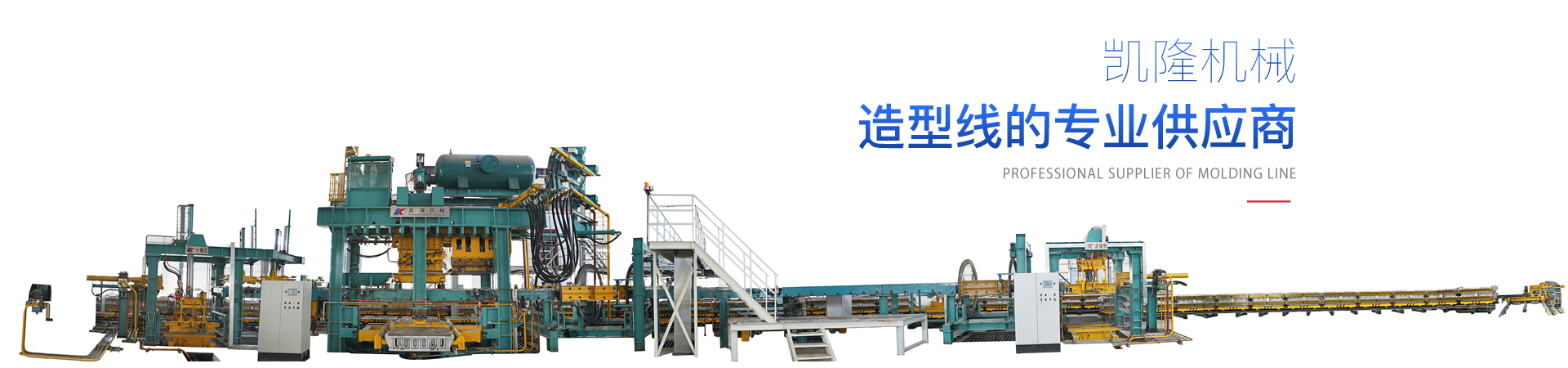
全自动造型线成型机由机体、起模机构、冲击压实机构、旋臂压头和气动管路系统组成。
机身为实心空心框架工件,上部支承旋转臂压头部,旋转臂实时挂住机身,压缩强度由机身承担,机身与减震机构通过螺栓、旋转臂连接
全自动造型线设备的脱模结构由两个脱模气缸、连杆、平衡轴、脱模台、脱模杆等组成。当脱模油缸启动时,它们带动连杆、平衡轴和脱模台同时提升砂箱。
压头对于部分,压头固定在我们可以通过回转的摇臂上,压头有螺旋升降机系统可根据砂箱高度分别调至压头至砂箱的距离。
旋转臂由气缸活塞控制,实现前臂和旋转臂的运动。

供气和润滑。 这台机器由气源提供动力,并用油润滑。 进气压力和油量分别由减压阀和机油调节阀调节。 当气源通过油雾装置时,油根据虹吸原理被吸入管道,油雾进入各管道系统进行润滑。
震击压实结构。采用带弹簧微振动的气动压实结构,压实冲击增大了振动。拉模时夹紧圆筒锁紧实心圆筒,模具下落时释放圆筒。
气动管路系统:输入的压缩空气经空气过滤器过滤,除去压缩空气中的水分和杂质,然后通过油雾装置注入润滑油,供给所有气动元件和机构。机器动作由手动阀控制台实现。
铸型硬度:铸型硬度可以通过根据企业不同铸件的要求学生自由进行调节,全自动造型线设备只需调节几个主要参数十分方便迅速。
铸件高度可调,省砂:上下压实板可调,导致铸件高度不同。 7.组合精度:采用统一定位模板和沙箱系统进行,重复精度高。






