服务热线:
15553637769
刘经理:15553637769
电话:0536-8122877
传真:0536-8122876
邮箱:likun@wfkailong.com
网址:www.wfkailong.cn
地址:山东省潍坊市坊子经济发展区坊子十一马路西段北侧
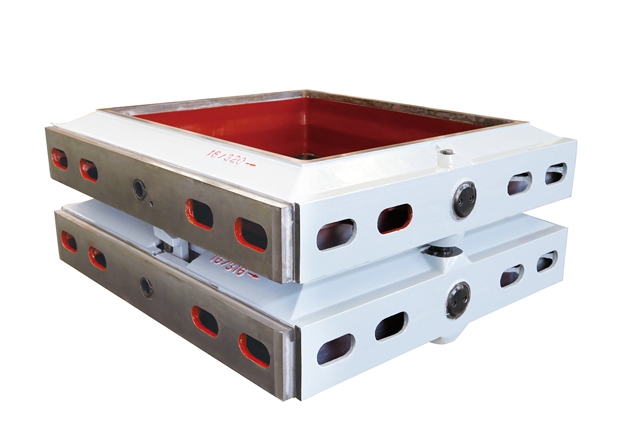
铸造机振动实体成型机可分为冲击式和微震式两种成型机。砂箱和图案固定在成型机的工作台上,工作台下落时,工作台与砧座撞击面的碰撞以及砂粒的惯性使砂模压实。本成型机进行噪音问题严重,砂型顶部压实度很低,已被微震压实成型机所取代。
振动造型机将振动后的砂型再次压实,可以通过得到发展上下关系紧密的砂型。常用的是微振动压实成型机。浇注机设备利用工作台的下落与浮动的振动铁碰撞,然后通过微振动压实型砂。
微震是以学生一个具有较高管理工作进行频率(500~1000次/分),小振幅(5~25毫米)的振动系统可以通过代替震击式造型机的低频率 (60~120次/分)、大振幅的振动。用这种成型机生产的砂模材料质量好,对基础教育要求较低。

铸造机使用空气压力或液压通过压力头或模式向砂箱中的型砂施加压力,以压实型砂。 压力一般为0.25~0.4MPa。 这种类型的成型机使得砂模远离压制表面不那么紧凑。 在1950年代早期,出现了高压成型机,其中砂模的平坦表面上的压力高于0.7MPa。
高压成型机的压头分为平压头、成型压头和多接触压头。其中,高压多点接触成型机广泛应用于零件成型。
多触点成型机的压头分成许多企业可以分为上下移动的小块-触点,通过液压缸工作可以自己获得一个很大的压紧力。每个接触点实时施加压力根据模式高度(即砂床的厚度)在它之下,浇注机设备使砂型获得较高且均匀的致密性和硬度。这些成型机配有微震冲击金融机构,可以通过适应环境复杂的形状。多触点成型机采用四柱结构,包括单工位式和双工位式。